
A nagy pontosságú PCBA áramköri DIP dugaszolható szelektív hullámforrasztási hegesztési tervnek meg kell felelnie a követelményeknek!
A hagyományos elektronikai szerelési folyamatban általában hullámhegesztési technológiát alkalmaznak perforált betételemekkel (PTH) ellátott nyomtatott áramköri alkatrészek hegesztésére.
A DIP hullámforrasztásnak számos hátránya van:
1. A nagy sűrűségű, finom osztású SMD alkatrészek nem oszthatók el a hegesztési felületen;
2. Sok áthidaló és hiányzó forrasztás van;
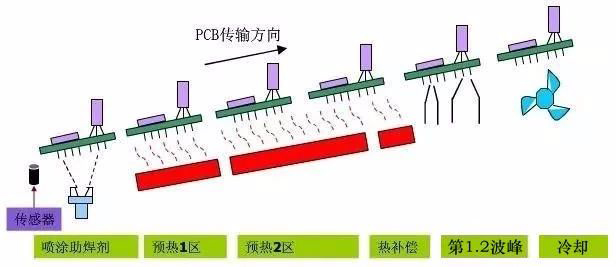
3. Folyasztószert kell permetezni; a nyomtatott panelt egy nagy hősokk eltorzítja és eldeformálja.
Ahogy az áramkör összeszerelési sűrűsége egyre növekszik, elkerülhetetlen, hogy nagy sűrűségű, finom osztású SMD alkatrészek oszlanak el a forrasztási felületen. A hagyományos hullámforrasztási eljárás erre nem volt képes. Általában a forrasztási felületen lévő SMD alkatrészeket csak külön-külön lehet újraforrasztani, majd manuálisan javítani a fennmaradó dugaszolható forrasztási kötéseket, de problémát jelent a forrasztási kötés minőségének állandósága.

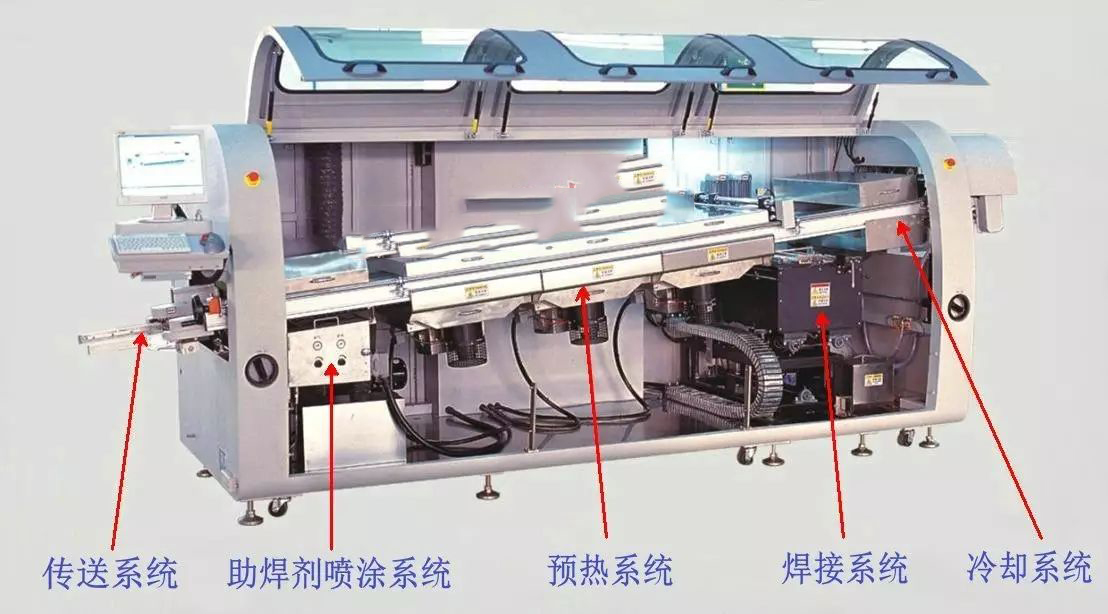
Mivel az átmenő furatú alkatrészek (különösen a nagy kapacitású vagy finom osztású alkatrészek) forrasztásának folyamata egyre nehezebbé válik, különösen az ólommentes és nagy megbízhatósági követelményeket támasztó termékek esetében, a kézi forrasztás forrasztási minősége már nem felel meg a kiváló minőségű elektromos berendezések követelményeinek. A gyártási követelmények szerint a hullámforrasztás nem tudja teljes mértékben kielégíteni a kis tételek és a többféle változat gyártását és alkalmazását speciális felhasználás esetén. A szelektív hullámforrasztás alkalmazása az elmúlt években gyorsan fejlődött.
A kizárólag THT perforált alkatrészeket tartalmazó NYÁK áramköri kártyák esetében – mivel a hullámforrasztási technológia jelenleg is a leghatékonyabb feldolgozási módszer – nem szükséges a hullámforrasztást szelektív forrasztással helyettesíteni, ami nagyon fontos. A szelektív forrasztás azonban elengedhetetlen a vegyes technológiájú kártyákhoz, és a használt fúvóka típusától függően a hullámforrasztási technikák elegáns módon reprodukálhatók.
A szelektív forrasztásnak két különböző eljárása van: a húzóforrasztás és a merítőforrasztás.
A szelektív húzóforrasztási eljárás egyetlen kis hegyű forrasztóhullámon történik. A húzóforrasztási eljárás alkalmas a NYÁK-on lévő nagyon szűk helyek forrasztására. Például: egyedi forrasztási kötések vagy tűk, egyetlen tűsor húzható és forrasztható.
A szelektív hullámforrasztási technológia egy újonnan kifejlesztett technológia az SMT technológiában, és megjelenése nagyrészt megfelel a nagy sűrűségű és változatos vegyes NYÁK-lapok összeszerelési követelményeinek. A szelektív hullámforrasztás előnyei a forrasztási kötés paramétereinek független beállítása, a NYÁK-ot érő kisebb hősokk, a kevesebb fluxusszórás és az erős forrasztási megbízhatóság. Fokozatosan nélkülözhetetlen forrasztási technológiává válik az összetett NYÁK-ok esetében.
Mint mindannyian tudjuk, a NYÁK áramköri lap tervezési szakasza határozza meg a termék gyártási költségének 80%-át. Hasonlóképpen, számos minőségi jellemzőt már a tervezési időszakban rögzítenek. Ezért nagyon fontos, hogy a gyártási tényezőket teljes mértékben figyelembe vegyük a NYÁK áramköri lap tervezési folyamatában.
Egy jó DFM fontos eszköz a NYÁK-szerelvényalkatrész-gyártók számára a gyártási hibák csökkentésében, a gyártási folyamat egyszerűsítésében, a gyártási ciklus lerövidítésében, a gyártási költségek csökkentésében, a minőségellenőrzés optimalizálásában, a termékpiaci versenyképesség fokozásában, valamint a termék megbízhatóságának és tartósságának javításában. Lehetővé teszi a vállalatok számára, hogy a lehető legkisebb befektetéssel a legjobb előnyöket érjék el, és fele annyi erőfeszítéssel kétszeres eredményt érjenek el.

A felületszerelt alkatrészek fejlesztése napjainkban nemcsak az áramköri lapok tervezési technológiájának jártasságát igényli az SMT mérnököktől, hanem az SMT technológia alapos ismeretét és gazdag gyakorlati tapasztalatát is. Mivel egy olyan tervező, aki nem érti a forrasztópaszta és a forrasztóanyag áramlási jellemzőit, gyakran nehezen érti meg az áthidalás, a billenés, a sírköves kialakítás, a kanócképződés stb. okait és alapelveit, és nehéz keményen dolgozni a pad-mintázat ésszerű megtervezésén. Nehéz kezelni a különféle tervezési kérdéseket a gyárthatóság, a tesztelhetőség, valamint a költség- és ráfordításcsökkentés szempontjából. Egy tökéletesen megtervezett megoldás sok gyártási és tesztelési költséggel jár, ha a DFM és a DFT (észlelhetőségre tervezés) gyenge.





